Custom-built for precision, durability, and maximum throughput in demanding applications.
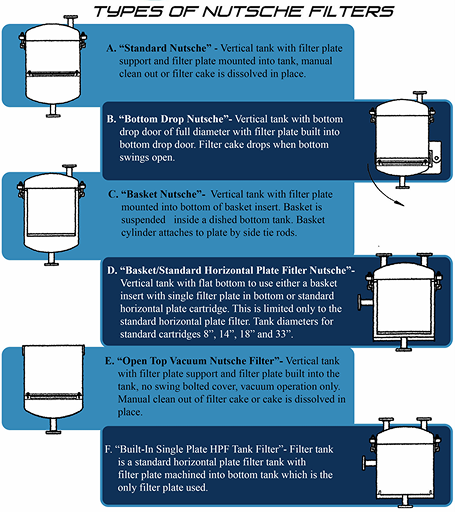
Nutsche Filters
Pharma-Grade Precision. Designed for Repeatable Perfection.
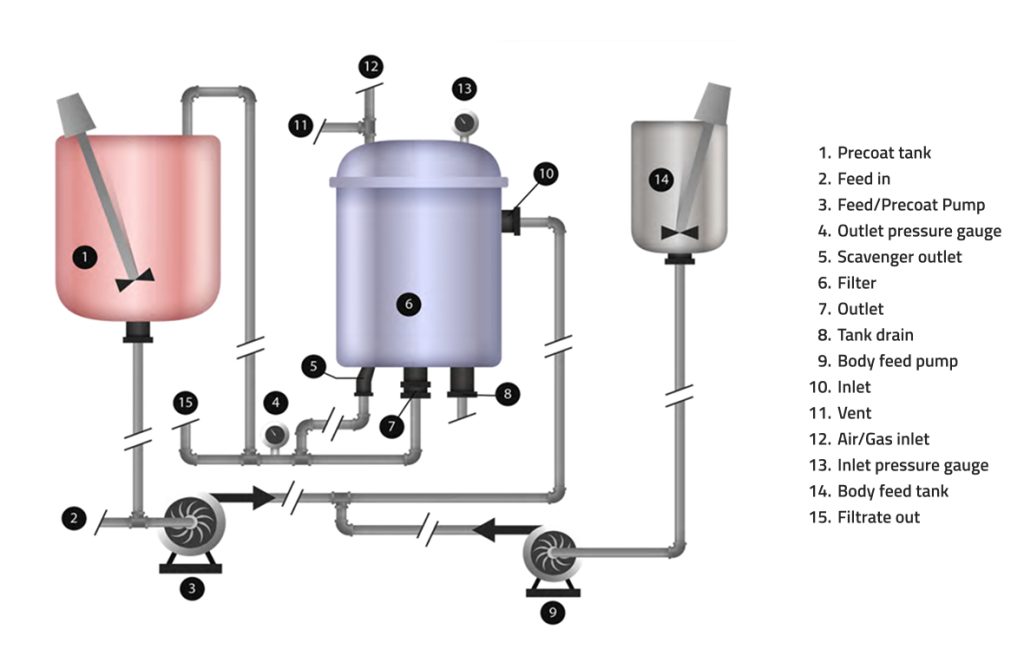
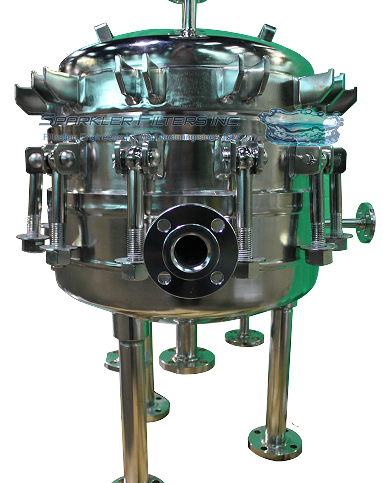
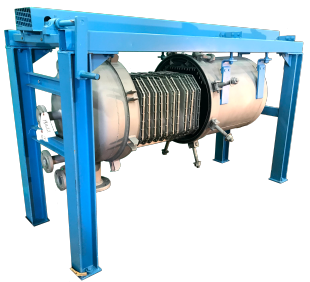
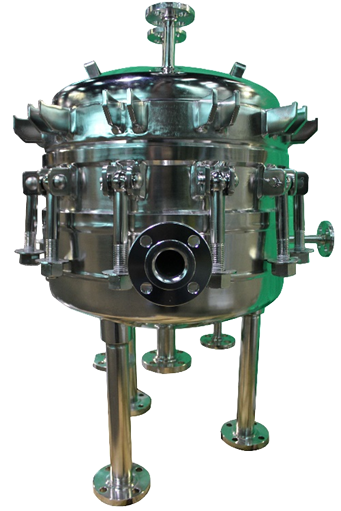
Closed-vessel filtration under pressure or vacuum—ideal for solid collection in sanitary or hazardous environments. Trusted by top pharmaceutical, API, and specialty chemical manufacturers.
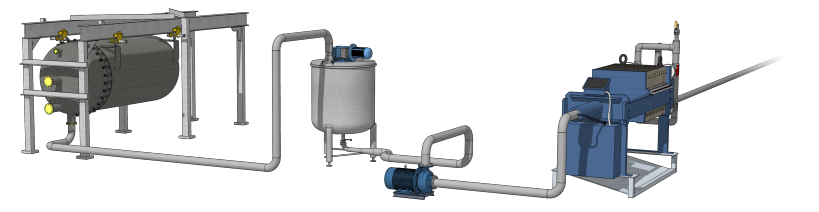
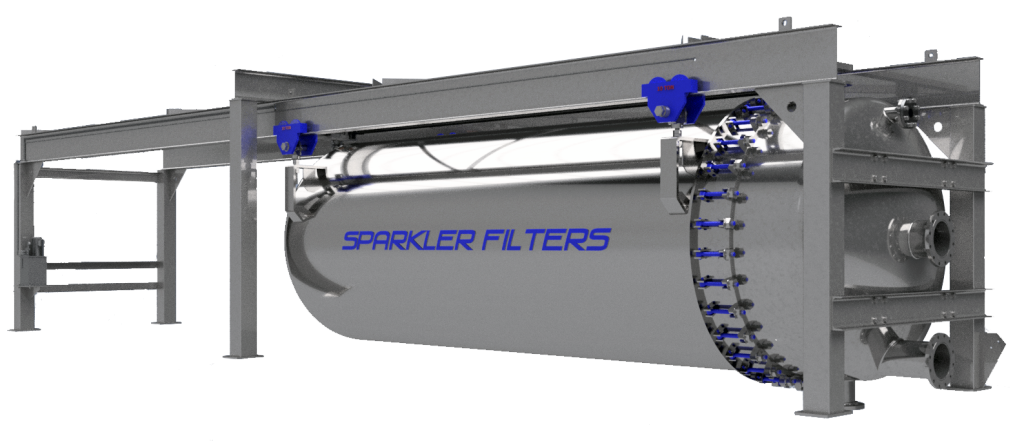
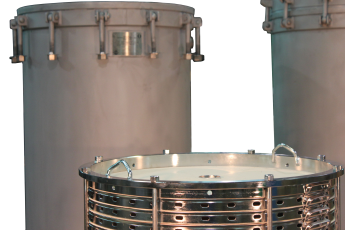
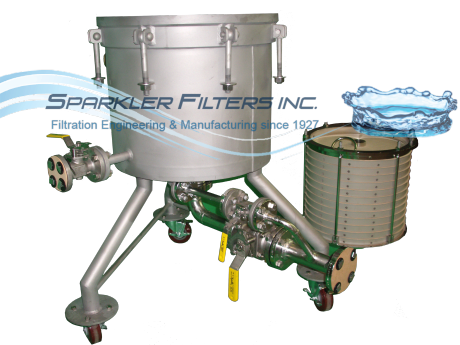
Our flagship filter for chemical and food processing, with over 20,000 units in service. Delivers consistent clarity and cost-efficiency with every batch.
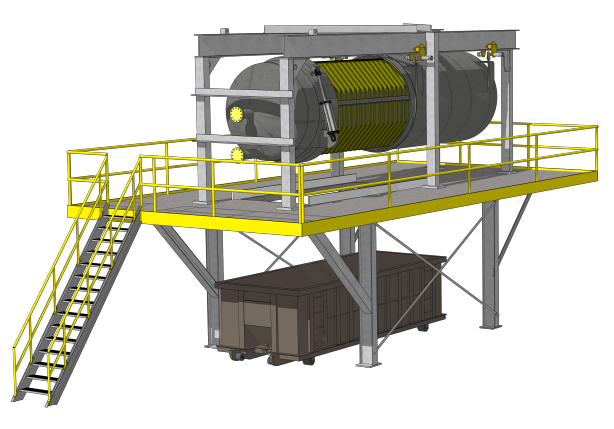
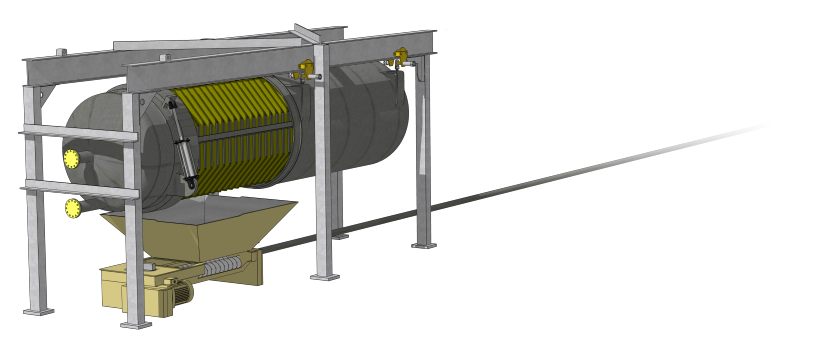
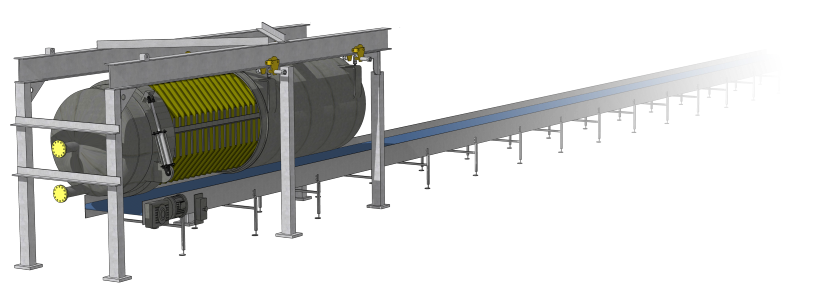
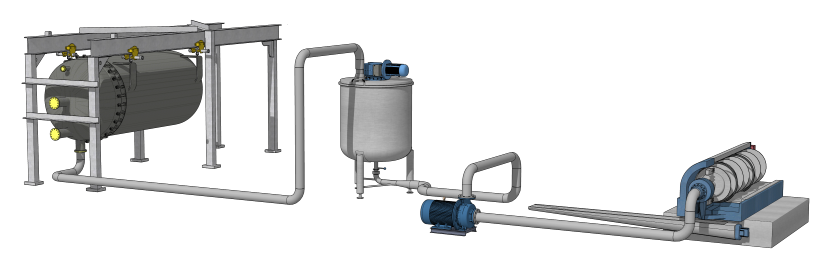
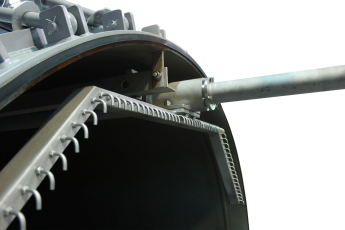
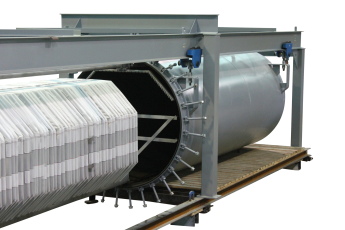
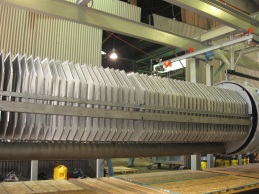
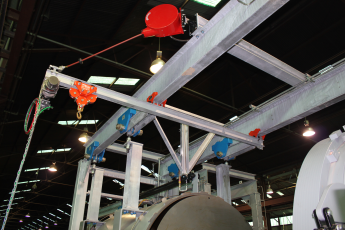
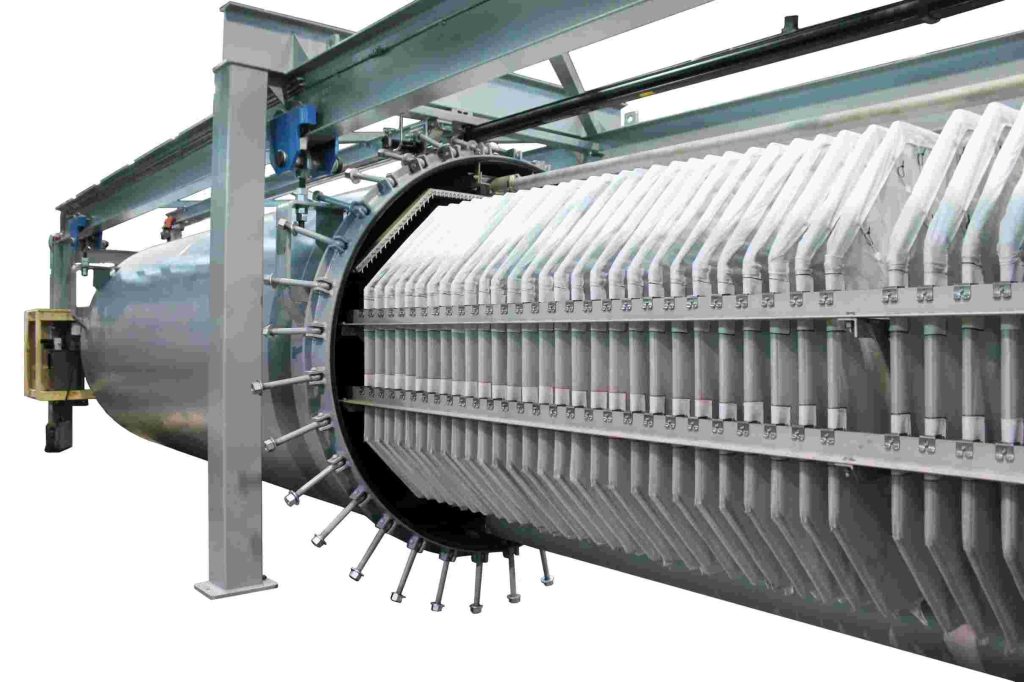
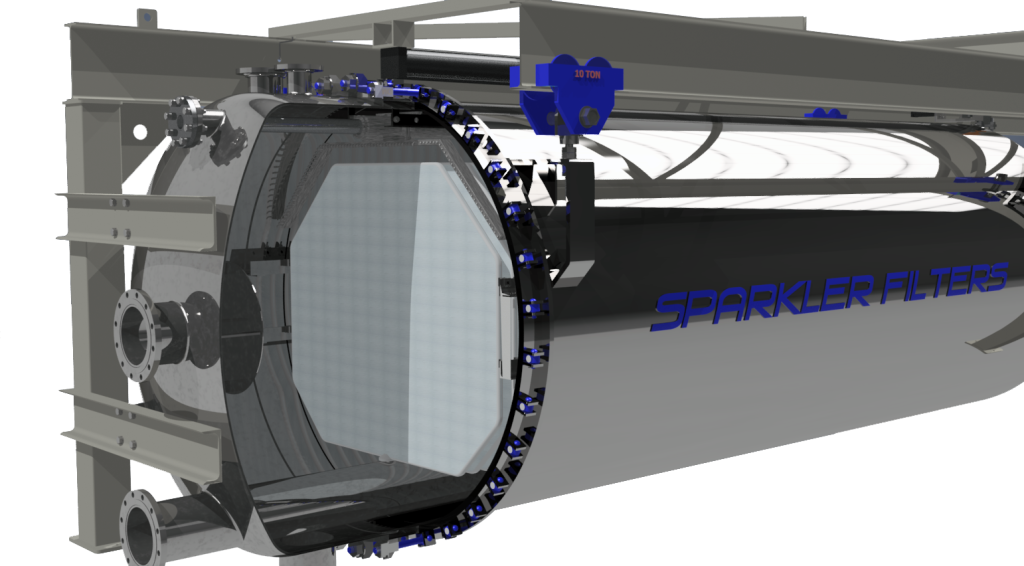
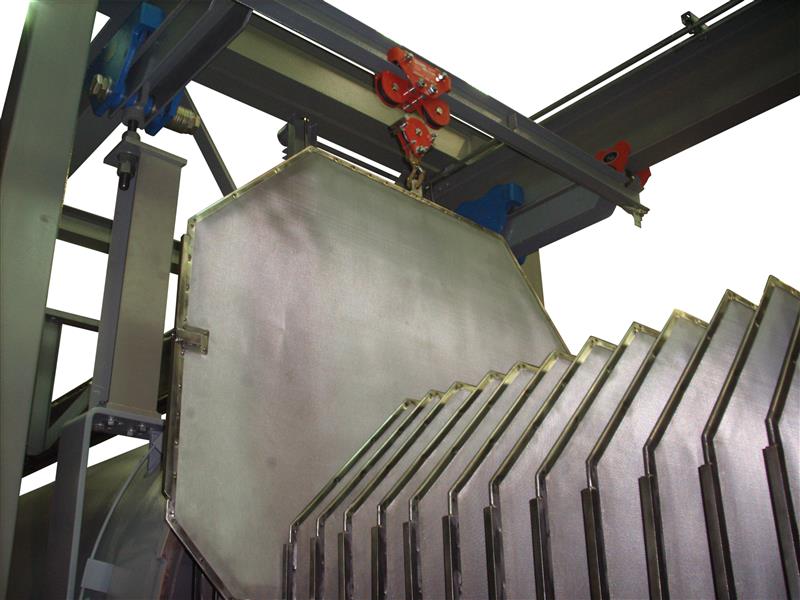
Automated, heavy-duty filtration for mining, chemical, and ultrafine separation applications. Available in wet or dry cake discharge models. One unit has run continuously in molten sulfur production since 1979.
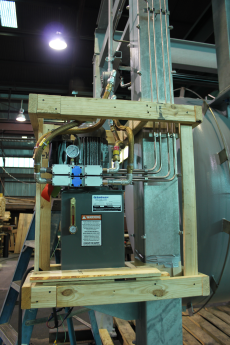
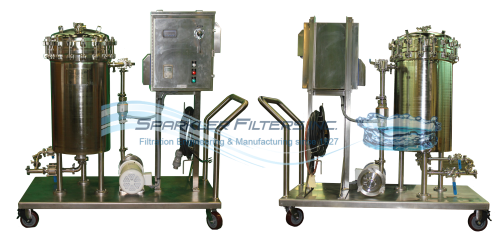
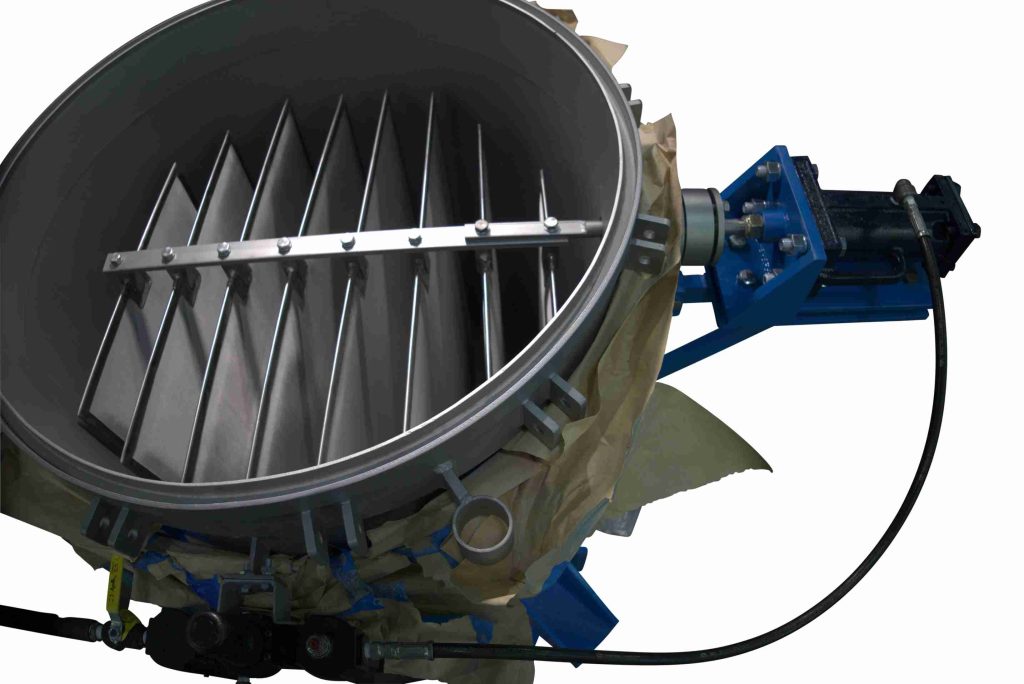
Small footprint: Vertical tank with vertical filter plate. Self-cleaning and available in wet cake or dry cake discharge configurations. Available in sizes from 40ft² – 660ft².
Our engineers partner end-to-end, elevating teams with hands-on support and training.
“Used by 7 of the world’s 10 largest chemical companies and leading pharma manufacturers across the globe”
Engineers, operators, and manufacturers worldwide rely on Sparkler for industry-leading performance, uncompromising quality, and dedicated U.S.-based support.
INDUSTRIES WE SERVE
INDUSTRIES WE SERVE
Filtration That Powers the World's Toughest Industries
Whether you're running a GMP-certified pharma line or pulling lithium from brine, Sparkler® has the filter—and the track record—to make it shine.
Regulatory grade, sanitary filters, FDA-compliant media and systems trusted by many of the top pharma companies worldwide.
Mining & Metals
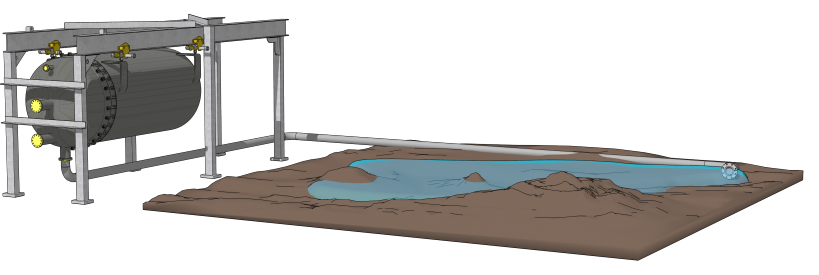
Self-cleaning, high-volume filters built for mineral recovery, solvent extraction, and refining—proven in gold, lithium, copper, sulfur and more.
Chemicals
Trusted by 7 of the world’s top 10 chemical producers
Food & Beverage
Clarification and solids separation solutions for oils, flavors, spirits, and everything in between. Designed for sanitary use.
What Our Customers Say
Proven Results Worldwide
At Sparkler Filters, our success is defined by yours. Our partners trust us for reliable filtration systems that deliver consistent results, lower costs, and simplify operations—here is what some of them have to say.
Chemical Industry
Fortune 500 Company
“As a plant operator, I have had multiple interactions with Sparkler Filters over the past 5 years, and I have visited their facility in Conroe... Learn More"
Edible Oils
Oils Manufacturer
“Partnering with Sparkler Filters was a game-changer for our operations. Their hands-on approach—from conducting an on-site process review... Learn More"
Chemical Engineer
Supplement Manufacturing
"We were spending $1,200 per day on disposable filter cartridges in our nutritional supplement manufacturing process... Learn More"
Filtration Media
Process Engineer, Specialty Chemicals Manufacturer
"I first encountered Sparkler Horizontal Plate Filters over a decade ago and quickly realized their use of filter paper offers the lowest cost media for filtration... Learn More"
Plant Manager
Top 5 Global Private Company in Food Production
"By increasing oil wash temperatures to reduce viscosity and pressure drop, we’ve achieved fewer changeouts and improved throughput... Learn More"
Process Engineer
A Forbes Global 2000 Specialty Chemicals Leader
"Sparkler Filters transformed our MCRO-1200 filtration process with tailored solutions and expert recommendations... Learn More"
Retired Manager
Leading Chemical Manufacturing Company
"Sparkler Filters helped us achieve remarkable production improvements, increasing output from less than 100,000 lbs/day to consistently over... Learn More"