- The Hare, known for its speed, represents the
precoat phase, rapidly preparing the surface for
efficient filtration.
- Just as a poorly prepared track will slow down
runners, a hasty or uneven precoat layer can lead to
early filter media blinding, requiring premature cycle
termination.
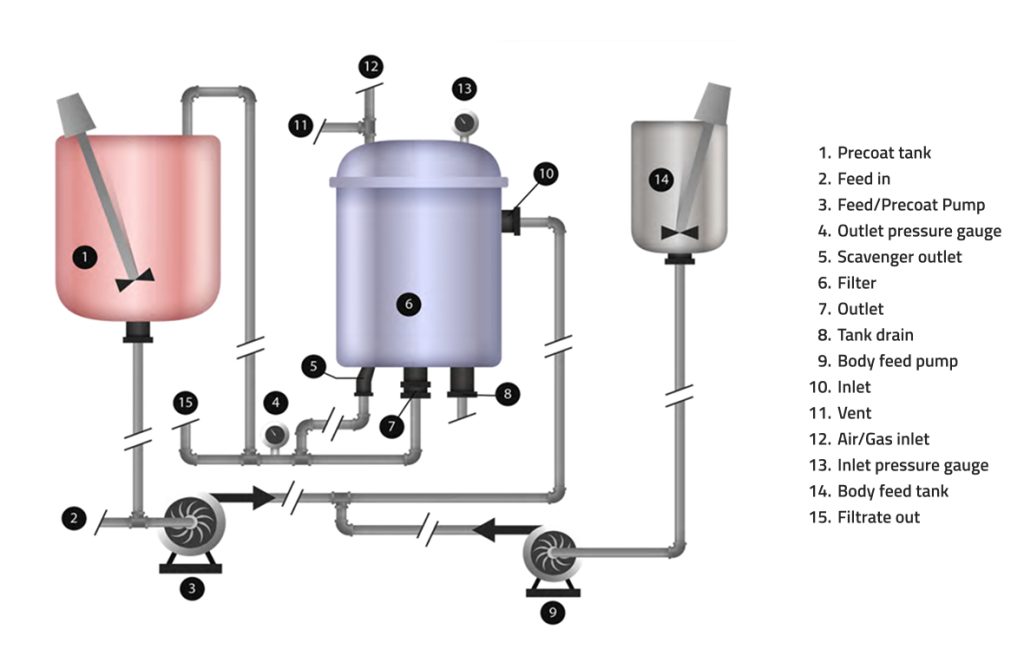
- Precoat flux rates should be higher than operational
flux rates to ensure uniform formation without
compaction. Precoat at a flux rate > 1 gpm/ft2.

 Skip to content
Skip to content