Custom Engineered for Reliable Precision. Trusted by the World’s Leading Innovators.
From blockbuster drug manufacturers to emerging biotech pioneers, Sparkler® Filters delivers high-performance pharmaceutical filtration solutions engineered for compliance, efficiency, and long-term value. Our equipment isn’t just built to perform—it’s built to elevate your process and contribute to what really matters: getting life-changing products into the hands of those who need them —quickly, safely, and cost-effectively.
Sparkler has remained the preferred partner for pharmaceutical manufacturers thanks to our unmatched American craftsmanship, U.S.-based engineering and support, a 100-year legacy of service and parts availability, and our unwavering commitment to process optimization, application-specific design, and pharma-grade documentation and safety.
Your Partner in Production
Trusted by the Best. Engineered and Manufactured in the USA.
From small-batch labs to full-scale GMP facilities, Sparkler® Filters powers pharmaceutical production with custom-engineered systems trusted by the world’s top companies.
Whether scaling output, optimizing API recovery, or maintaining cleanroom compliance, our filters are built around your specs—not the other way around.
More than a filter— we’re your long-term partner in performance.
Custom-built for your process
Designed, manufactured, and supported in the USA
Proven across 30,000+ installs
Backed by expert training, service, and lifetime tech support
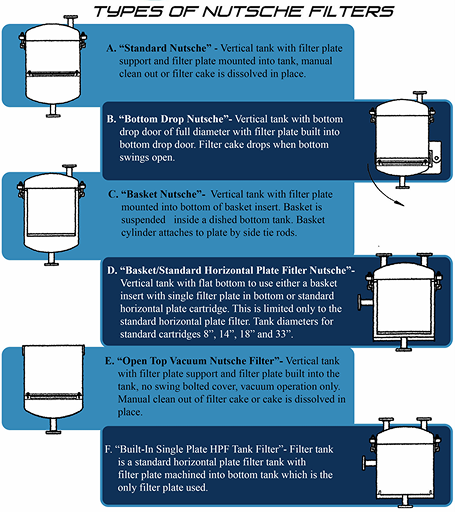
Common Applications & Filter Types for Pharma
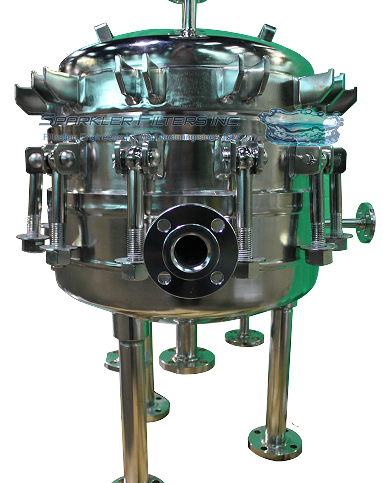
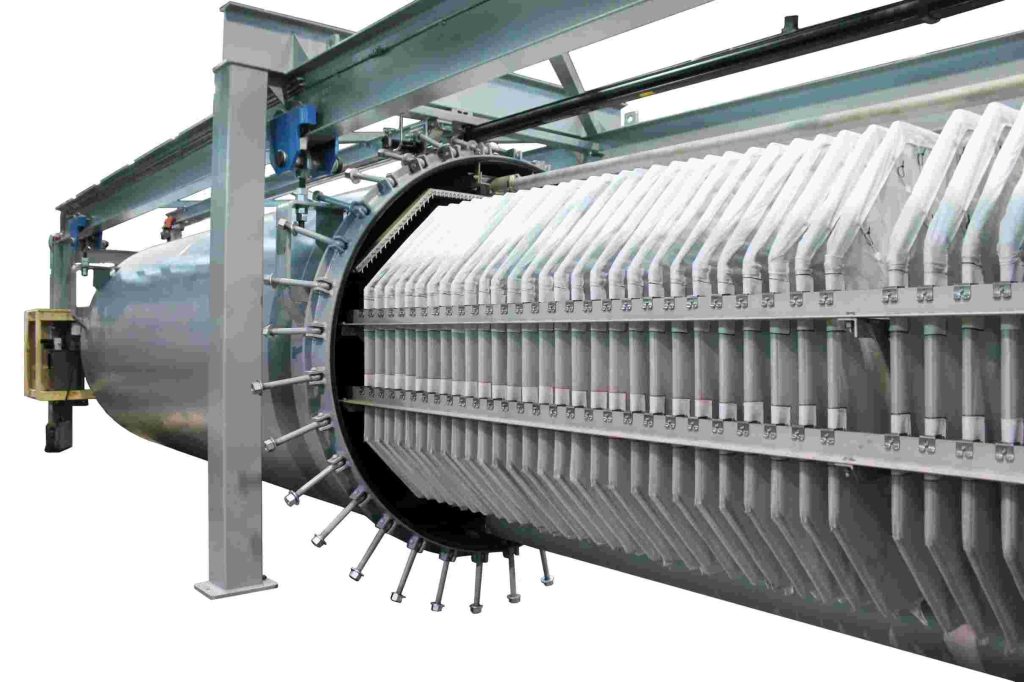
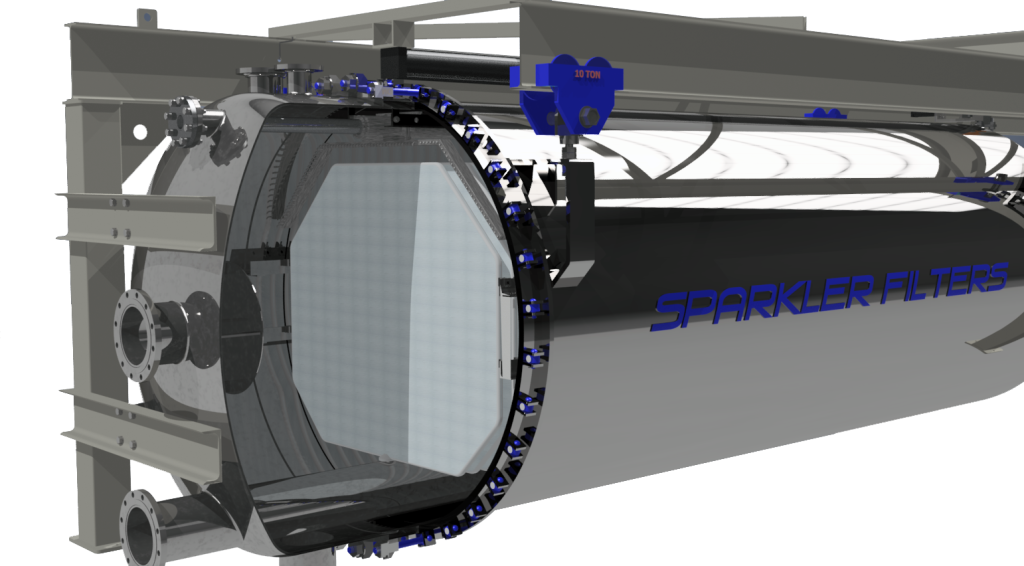
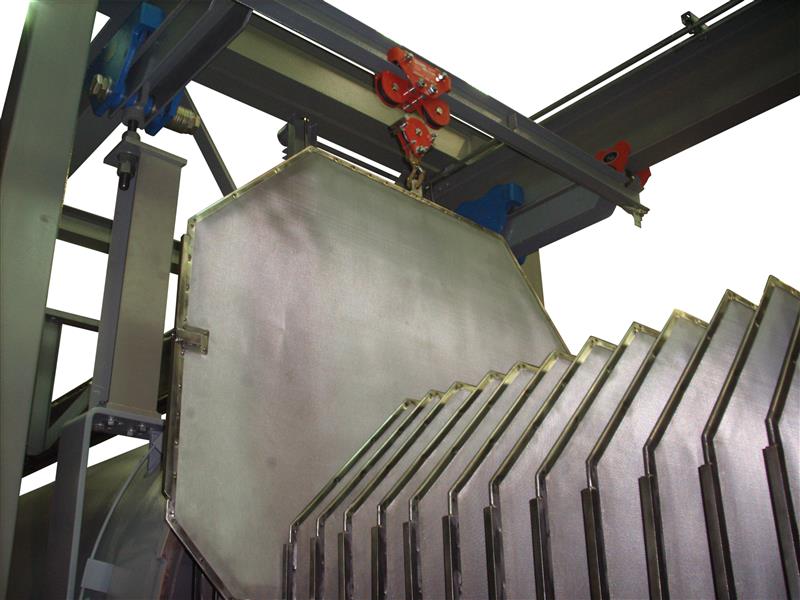
Built for Pharma Environments : With solvent-resistant construction options including Hastelloy C-22 and C-276, Sparkler filters provide long service life with no leaching risk. Every detail is engineered for compliance—spark-proof casters, sanitary welds and ports, ergonomic handling, and pharma-specific mountings.
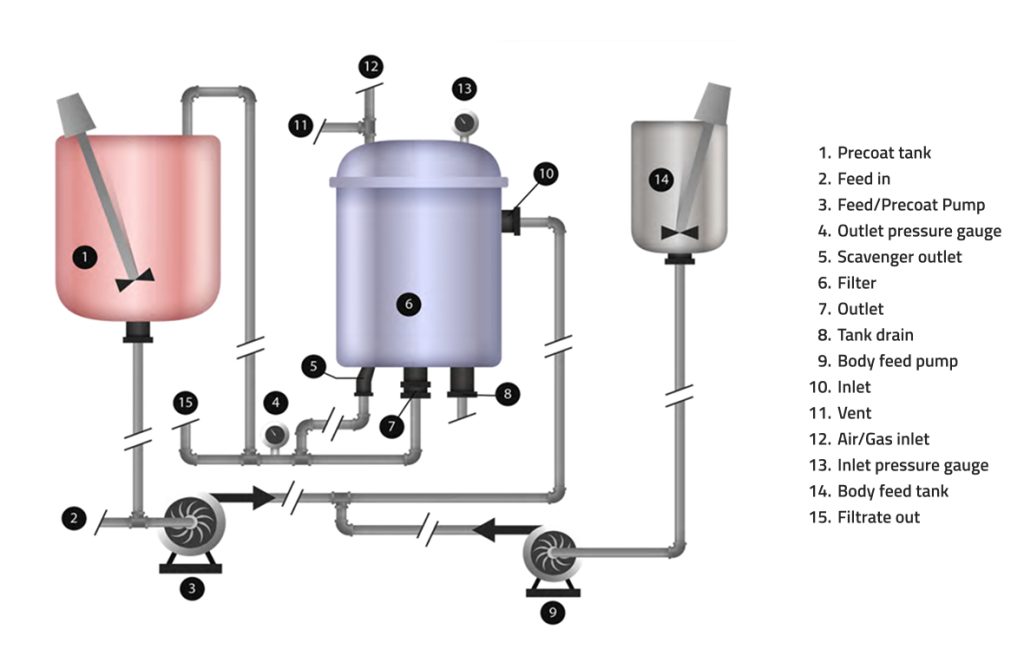
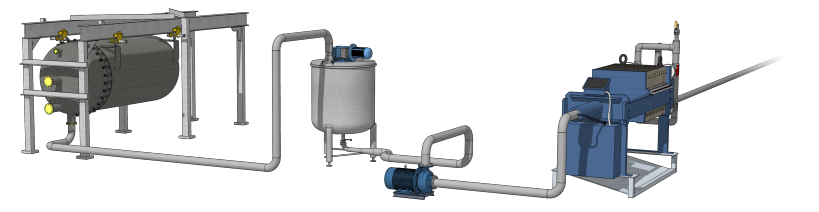
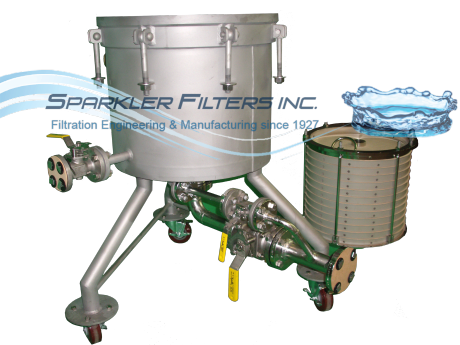
Reverse Flow Filters
maximize product recovery
and eliminate waste—ideal
for high-value solutions.
Click here for general information that can help guide your filter equipment selection
Sanitary Construction & Compliance Built In
We understand what’s at stake. That’s why every Sparkler system is Built-In to meet or exceed the strictest pharmaceutical standards:
ASME-certified manufacturing
GMP-ready and cleanroom-compatible configurations
Full traceability: Certificate of Conformance , lot and material tracking, polish certifications
FDA, USP Class VI, and EU regulatory compatibility available
Secure clean storage (digital and physical)
Custom mobile skid options tailored to your facility
Click here for a more detailed view related to compliance and standards.
Media That Performs
Sparkler® pharmaceutical-grade media delivers consistent, validated performance with documented specs and real-world reliability.
Options include:
FDA-rated cellulose (GRAS, most widely used)
Teflon (PTFE) for sub-micron and solvent-heavy applications
Polypropylene, Polyester, Rayon, and more
All media options are backed by internal validation and detailed spec data, including wet and dry burst, quality assurance procedures, permeability (CFM), and temperature ratings upon request. To learn more about filter media and how it relates to your process click here.
When Failure Isn’t an Option—Only a Sparkler Will Do
Whether you're producing sterile injectable APIs or scaling solvent-heavy crystallizations, we’ve been there—and we’re ready to help.
When lives depend on the outcome, precision, reliability, and regulatory compliance are non-negotiable. High-stakes processes demand high-performance equipment and experienced partners. No shortcuts. No compromises.
When quality counts and your team and customers count on you- only a Sparkler will do.
Click here to learn what a Sparkler partnership can do for you.
Options include:
FDA-rated cellulose (GRAS, most widely used)
Teflon (PTFE) for sub-micron and solvent-heavy applications
Polypropylene, Polyester, Rayon, and more
Let’s Solve Your Filtration Challenges Together
Ready to Discuss Your Process with a Pharma-Experienced Applications Engineer?
Don’t settle for less. Get a filtration system proven for success—with the support and expertise you need to maximize efficiency.

 Skip to content
Skip to content