Sparkler Filters
The Partner Behind the World’s Most Reliable Mining Operations
More Than Equipment — A Trusted Engineering Partner
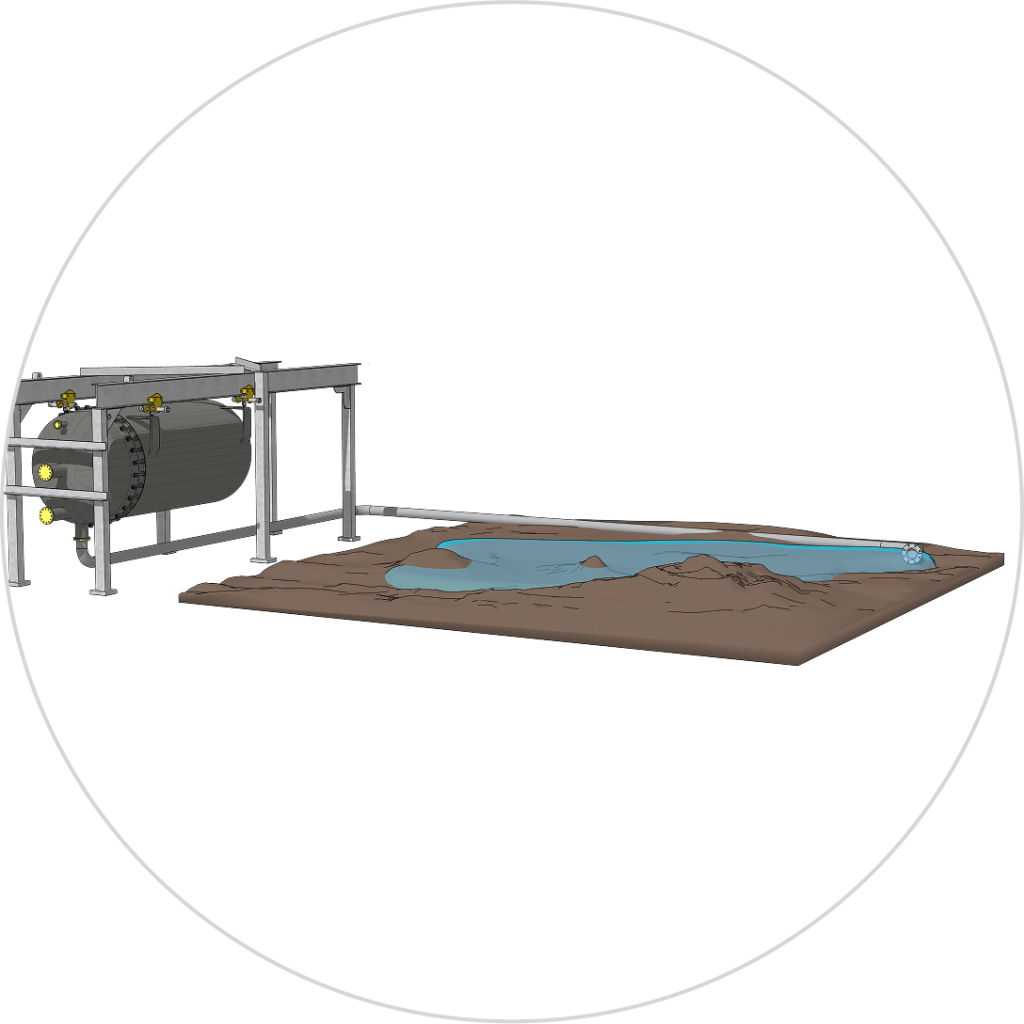
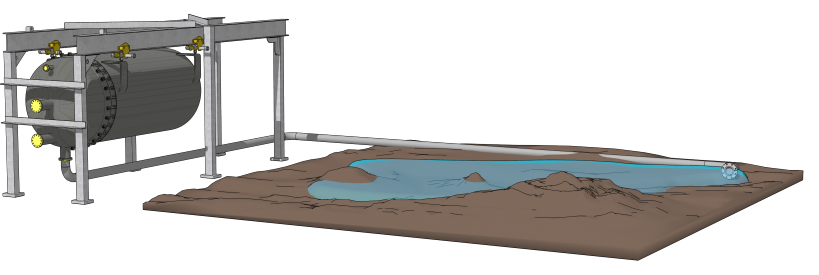
Mining processes often require robust, high-efficiency filtration to handle high flow rates, continuous operations, and demanding environmental conditions. Sparkler Filters® delivers specialized solid-liquid separation solutions designed for the rigorous demands of the mining industry, ensuring seamless integration, high reliability, and process optimization.
The Industry's Preferred Mining Filtration Partner
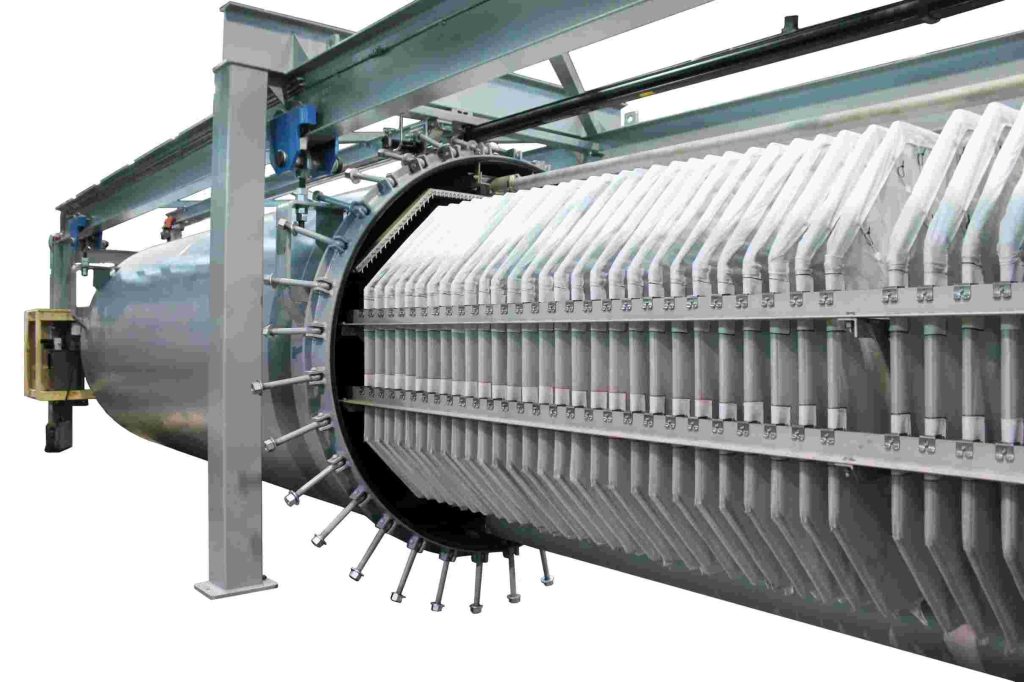
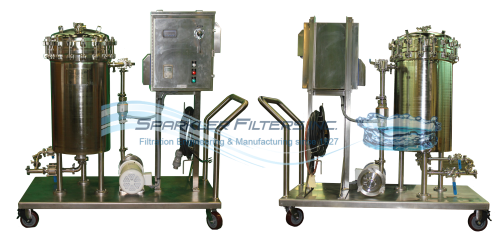
Sparkler Filters is the leading choice for mining applications with fully automatic operation, self-cleaning capabilities, Distributed Control Systems (DCS) integration, control logic process integration and generational longevity in the most challenging environments and process conditions.
Key Features
Ensures continuous and
repeatable, max throughput
operation with nominal
operator intervention.
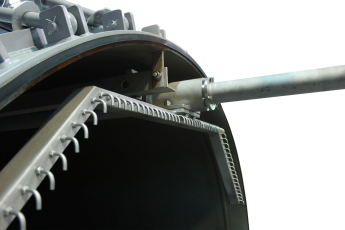
Self-Cleaning, Control Logic Automated Design
Engineered for extreme
conditions, handling aggressive
chemicals and corrosive
solutions specific to the
application.
Proven to last for decades under continuous operation, maximizing ROI.
Extended Service Life
Merrill-Crowe Process : Efficient removal of precious metals such as gold and silver. The preferred choice in both North and South America.
Lithium Extraction & Processing : High-purity lithium production supported by corrosion-resistant filtration systems — available in Duplex Stainless, Hastelloy, and rubber-lined configurations.
Copper & Heavy Metal Refinement : Optimized separation and filtration for metallurgical recovery, reducing contaminants and improving process efficiency.
Solvent Extraction & Electrowinning (SX/EW) : Consistent, high-throughput filtration for copper, zinc, and battery metal circuits, enhancing downstream purity and process control.
Alkaline Chemicals : Proven solutions for soda ash recovery and caustic soda handling, supporting continuous operations and process stability with upstream and downstream variability.
Sulfur Filtration : Our specialty sulfur filters come with specialized sulfur specifications, fine-tuned for superior service.
Pilot & Specialty Production: : Flexible filtration systems designed for R&D, pilot, and specialty operations — from lab scale to full production — ensuring scalability without compromising performance. Rental Equipment Available.
Backed by Sparkler’s lifetime technical support our filtration systems are more than equipment — they’re an integral part of your operational success.
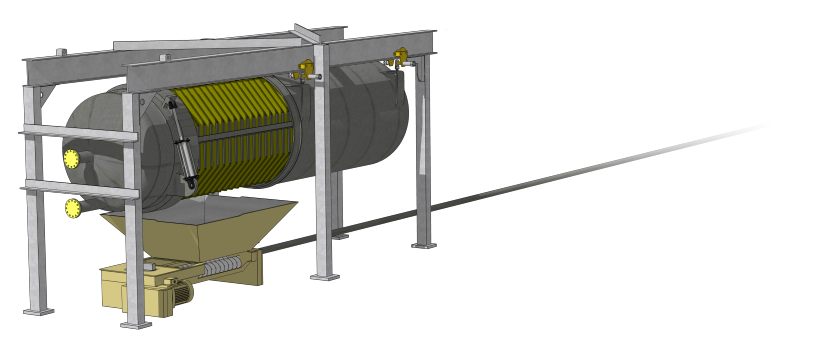
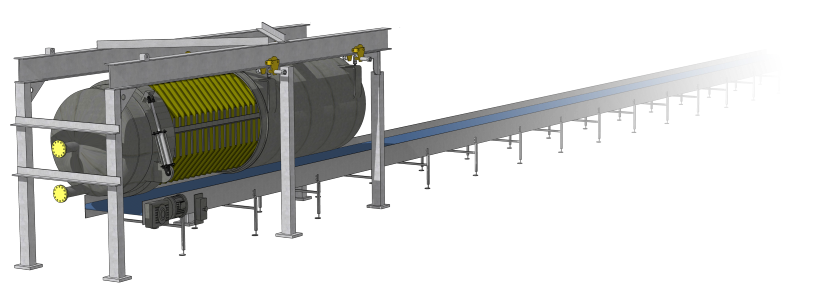
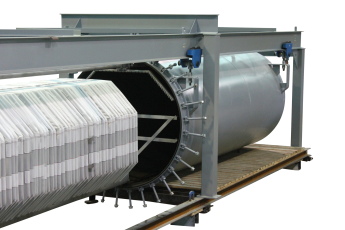
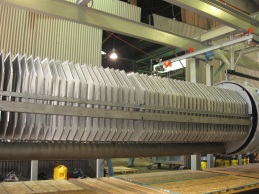
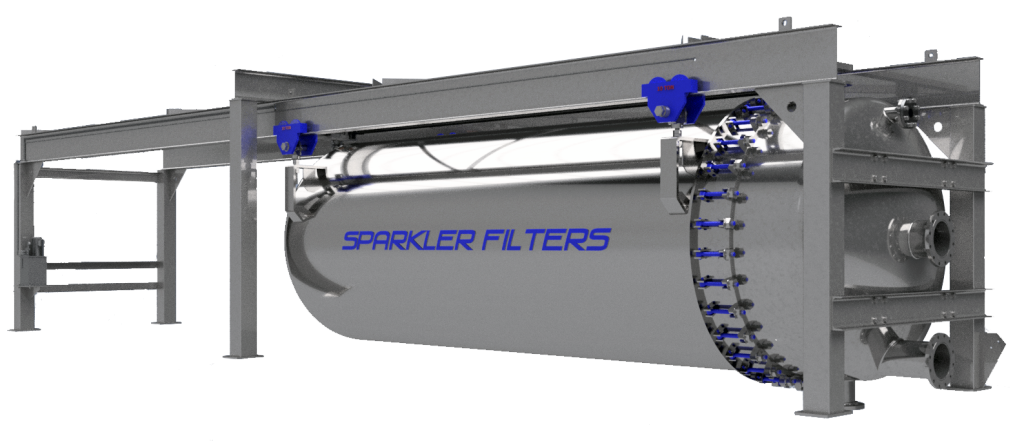
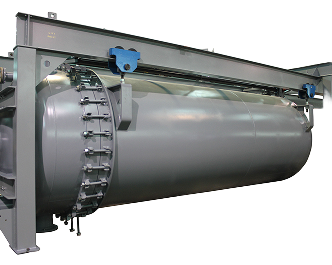
While the MCRO is the go-to solution for most high-volume mining applications, Sparkler Filters offers additional systems tailored for specific process requirements:
Key uses include :
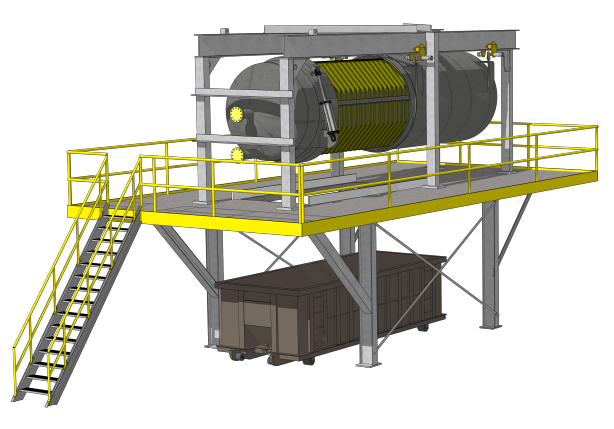
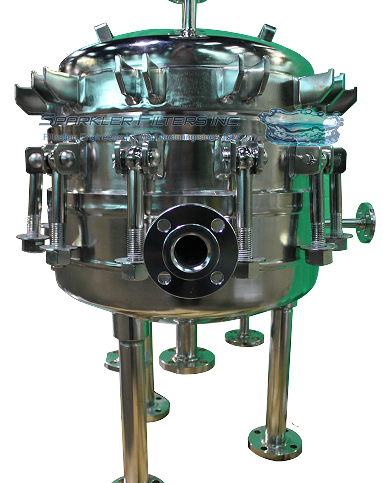
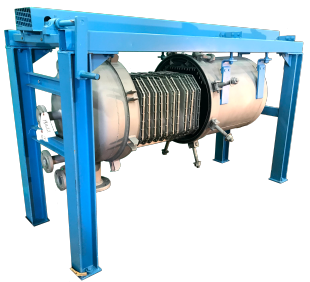
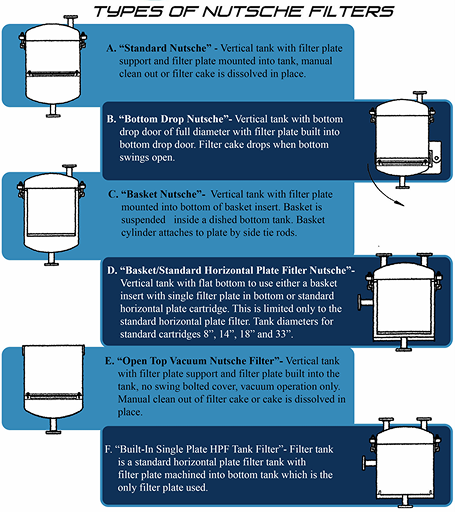
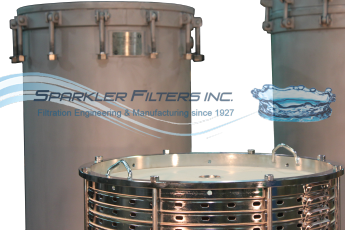
Nutsche Filters : Ideal for solid recovery, batch processing with high solids percentages, or for high-value product with maximum recovery required.
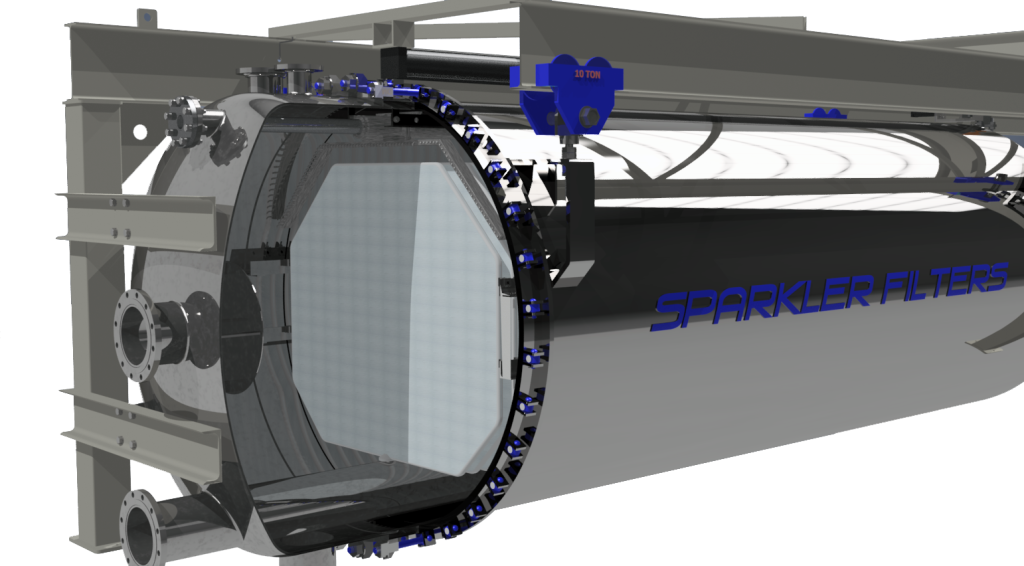
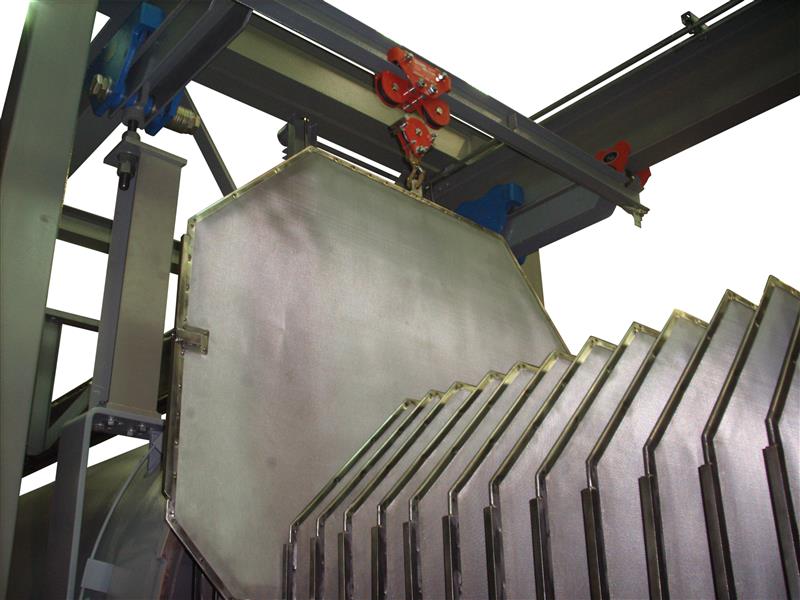
Horizontal Plate Filters : Most versatile filter model with a wide range of sizes, material of construction, media and design specificationsavailable.
Filter Media Solutions : Customizable filter media for different mining operations, including polypropylene and high-temp synthetic or mesh options.
Process Expertise in Mining: With nearly a century of experience in filtration, Sparkler Filters understands the specific needs of mining operations like yours.
High Reliability & Long-Term Performance: Equipment built to withstand high-pressure, high-flow applications for decades.
Customization to Fit Your Process: Filters designed with application-specific materials, sizing, and automation options.
Industry Leaders Trust Sparkler: We proudly partner with many of the world’s top mining and chemical companies — chances are, if you’ve heard of them, we’ve worked with them.
Sparkler is the right partner for critical mining operations where proven reliability matters and success is not optional.
Choosing Sparkler is a vote for long-term project success — delivering designed operational flow rates year after year, decade after decade, with the lowest operating costs in the industry, crushing ROI projections even under the toughest conditions on the planet.
At Sparkler Filters, we understand that success in mining and chemical operations isn’t just about the right filter — it’s about having the right partner. From the earliest project planning stages to installation, commissioning, and long-term operation, our team works hand in hand with engineering firms, contractors, controls specialists, and end customers to ensure every detail is perfected.
We don’t just sell filters — we help you :
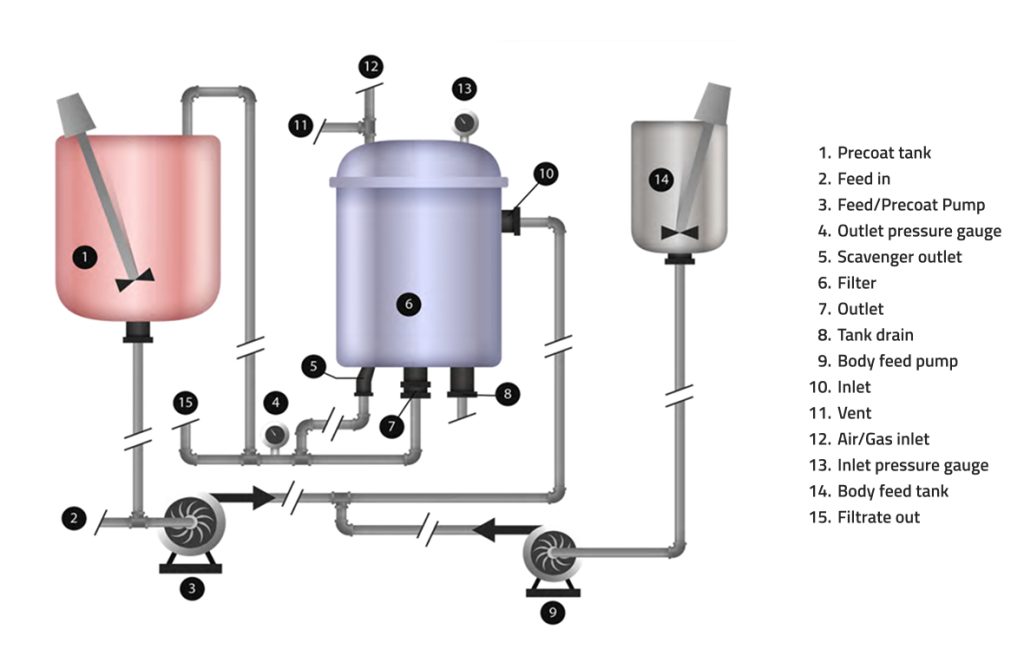
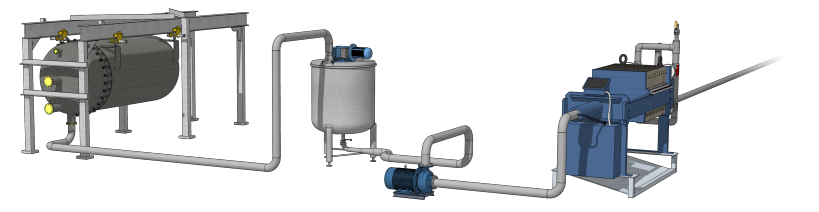
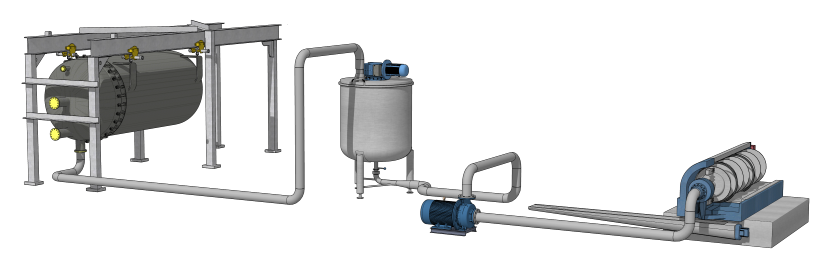
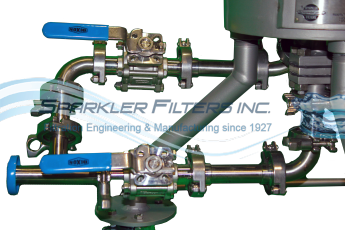
Review P&IDs and process diagrams to ensure proper system integration
Coordinate with control logic teams and DCS integration to streamline automation
Optimize DE precoat dosing rates and assess whether body feed is needed for your process
Select application-specific materials and designs for optimal chemical compatibility, flow, and longevity
Provide hands-on, lifetime technical support — because when the unknown happens, you can trust Sparkler to help troubleshoot, adjust, and keep you running
Deliver holistic project support — from feasibility reviews, HAZOP studies, recovery and loss projections, pumping and plumbing requirements, flux rate and run time estimates, and spec creation for RFQs, to maintenance cost projections, uptime/downtime analysis, redundancy planning, and more (Check out our project planning page for more info)
With nearly a century of filtration experience, chances are we’ve worked on a similar application — and we know how to help you succeed. Whether you’re planning a new installation or upgrading existing systems, Sparkler Filters is the partner you can trust to deliver performance, durability, and confidence at every stage.
Let’s engineer success together. Contact us today to discuss your project and discover why the world’s leading mining companies continue to choose Sparkler Filters decade after decade.

 Skip to content
Skip to content